In today’s food manufacturing industry, where quality, purity, and safety are non-negotiable, precision screening solutions have become essential for processing powdered ingredients. Among the most promising innovations in this space is the airflow vibrating screen, a technology that combines centrifugal force, negative pressure airflow, and mechanical vibration to separate fine powder particles with exceptional accuracy.
One recent example of this technology’s effectiveness can be seen in the screening of soy protein powder, a high-demand ingredient widely used in health foods, dairy alternatives, protein supplements, and meat substitutes. Known for its nutritional value and plant-based origin, soy protein powder must meet extremely high standards of purity and consistency—making it a perfect candidate for advanced screening technology.
The Challenge: Fine Powder, High Standards
Raw soy protein powder often contains oversized particles, fibrous residue, and minor contaminants that are difficult to remove through traditional sieving methods. Inconsistencies in particle size can affect not only the taste and texture of the final product but also its mixability, shelf life, and nutritional uniformity. For manufacturers, ensuring that only the finest, most uniform particles make it into the final product is both a technical and regulatory requirement.
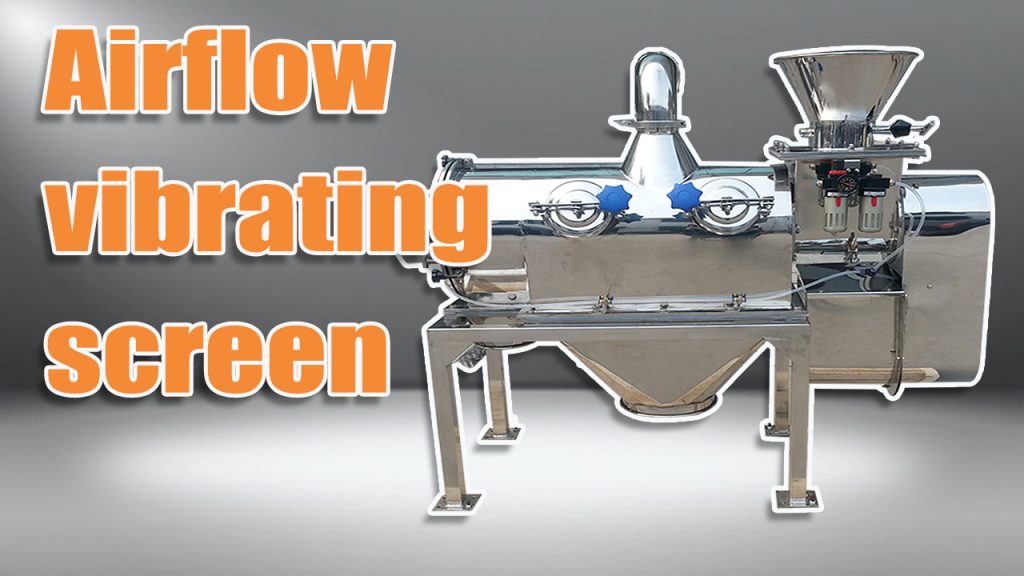
The Solution: Food-Grade Stainless Steel Airflow Vibrating Screen
To address these challenges, a food-grade stainless steel airflow vibrating screen was integrated into the production line. This equipment stands out from conventional vibratory sieves due to its enclosed structure, air-assisted dispersion, and high screening precision. Inside the machine, an internal fan creates a negative pressure environment that propels the material through a cylindrical mesh, while high-frequency vibration dislodges fine particles from larger clumps.
Crucially, the machine is constructed entirely from 304 or 316L food-grade stainless steel, ensuring corrosion resistance, compliance with food safety standards, and ease of cleaning. This is especially important in a food-grade environment, where cross-contamination and residue buildup can pose serious health risks.
The Results: Significant Increase in Product Purity
After incorporating the airflow vibrating screen, the purity of the soy protein powder increased significantly. Impurities such as fiber residues, dust, and agglomerated particles were effectively removed. The resulting product had a finer texture, consistent particle size distribution, and improved solubility—qualities highly valued in both retail and industrial applications.
Moreover, the screening process minimized product loss and reduced production downtime, leading to a more cost-effective and efficient operation. Since the system is enclosed, it also contributed to a cleaner working environment and reduced dust exposure for workers.
Broader Implications for the Food Industry
This case study demonstrates the growing importance of advanced screening technology in modern food production. For manufacturers working with protein powders, flour, starch, or other fine food ingredients, the airflow vibrating screen offers a reliable solution for achieving higher product standards without compromising throughput.
As consumer expectations for food purity, quality, and sustainability continue to rise, companies that invest in such precision equipment are better positioned to stay competitive in the market. The combination of hygiene, efficiency, and enhanced screening performance makes this technology an essential tool for forward-thinking food processors.