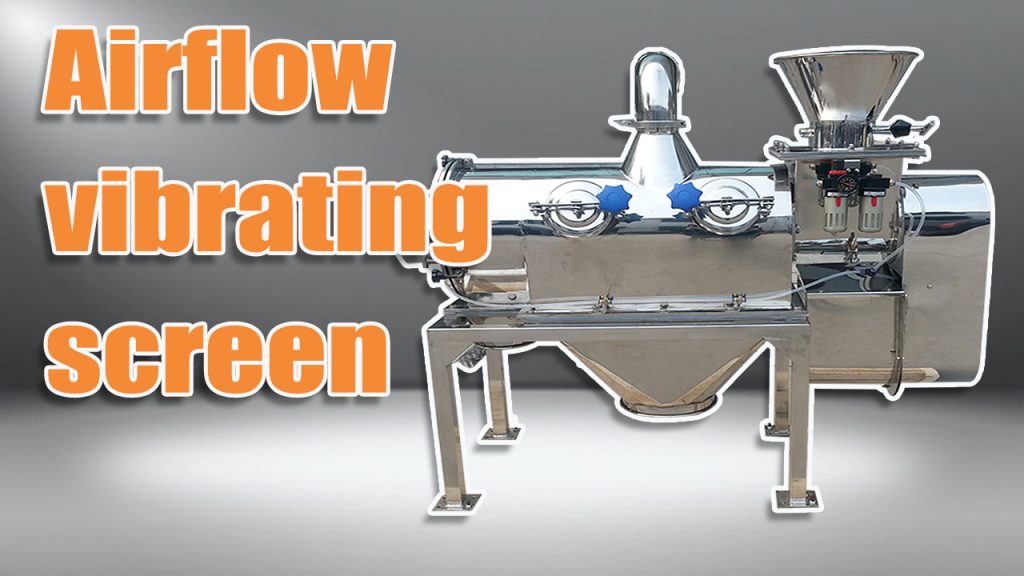
The airflow vibrating screen is a highly efficient screening solution, particularly suited for processing ultra-light and fibrous materials. Its unique design and advanced structural engineering make it an ideal choice for feed screening applications, ensuring high throughput, durability, and adaptability to pressurized systems.
1. Optimized Design for Lightweight and Fibrous Materials
One of the primary advantages of the airflow vibrating screen is its ability to handle ultra-lightweight and fiber-rich materials with exceptional efficiency. Traditional vibrating screens often struggle with these types of materials due to clogging, inconsistent screening, and inefficient separation. In contrast, the airflow screen utilizes a high-speed air stream to suspend and fluidize the particles, allowing them to pass through the mesh with minimal resistance. This unique working principle ensures a smooth, continuous screening process while maintaining high precision in material separation.
When applied to feed screening, this technology ensures that fine particles, powders, and fiber-based components are effectively sorted, preventing clumping and enhancing the quality of the final feed product. This is particularly important in animal nutrition, where uniformity in particle size directly impacts digestion and nutrient absorption.
2. Extended Service Life of the Screen Mesh
A major concern in screening equipment is the durability of the screen mesh. Frequent breakage and wear can lead to increased maintenance costs and operational downtime. The primary reasons for mesh damage in traditional screening systems include poor equipment structure, misalignment, and suboptimal processing techniques for the screen cage.
The airflow vibrating screen is designed with high structural precision, ensuring excellent concentricity and advanced mesh cage processing. These improvements significantly enhance the durability of the screen mesh, reducing wear and extending its operational lifespan. This advantage is especially critical in feed processing plants that require continuous, high-volume production, as it minimizes disruptions and maximizes efficiency.
3. High Capacity and Compatibility with Pressurized Systems
Another key benefit of the airflow vibrating screen is its ability to function effectively within a pressurized air system. The equipment can withstand an internal pressure of up to 0.1 MPa, making it suitable for positive pressure screening applications, such as those used in flour and powdered feed processing.
By integrating the airflow screen into a pressurized system, manufacturers can achieve significantly higher screening capacities compared to traditional vibratory sieves. This increased efficiency ensures that large quantities of feed material can be processed in a shorter time, improving overall production output while maintaining high screening accuracy.