In modern food production, maintaining high standards of hygiene, consistency, and product quality is essential. One critical aspect of this process is the screening and separation of powdered ingredients, which are widely used in everything from baking mixes to nutritional supplements. Traditional screening methods, while effective in certain contexts, often fall short when handling ultra-light, fibrous, or loosely agglomerated materials. This is where the airflow vibrating screen emerges as a superior solution.
What is an Airflow Vibrating Screen?
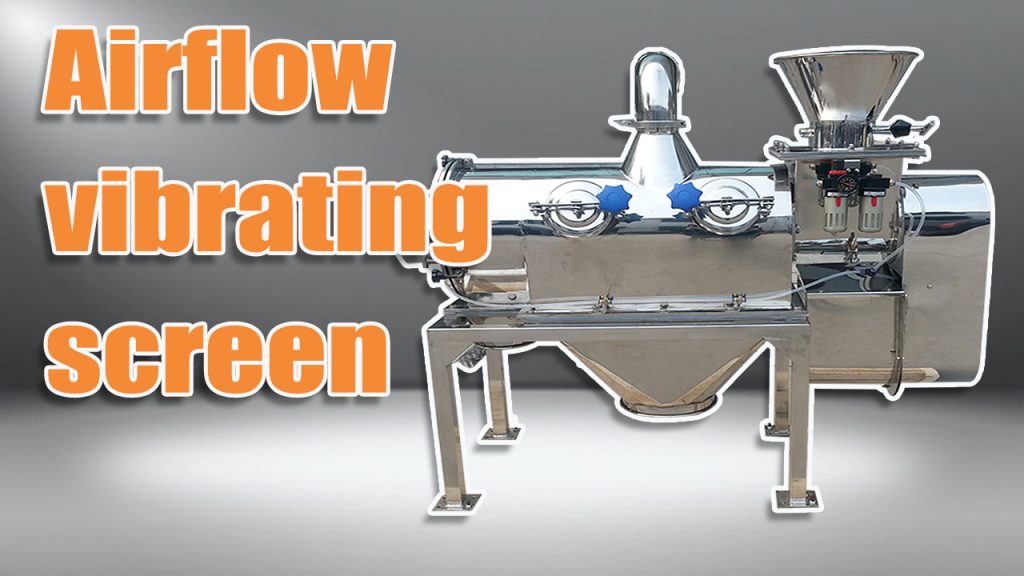
An airflow vibrating screen is a specialized type of screening equipment that combines the principles of vibration and airflow to perform fine powder separation. The material is fed into a cylindrical screening chamber where a high-speed airflow is generated. Simultaneously, vibrations help to accelerate the material’s movement, promoting efficient sieving and preventing clogging or buildup.
This dual-action mechanism makes airflow vibrating screens particularly effective for challenging materials such as those with low bulk density, high static charge, or fibrous content.
Key Advantages in the Food Industry
1. Superior Performance with Ultra-Light and Fibrous Materials
Conventional vibrating screens often face difficulties when processing powders that are very light or contain a high percentage of fibers, as these materials tend to float, clog the mesh, or pass through improperly. Airflow vibrating screens, on the other hand, use kinetic energy from airflow to help propel these materials through the screen gently, ensuring a consistent particle size distribution and a higher screening efficiency.
2. Efficient De-Agglomeration of False Clumps
In the food industry, certain materials—like flour, protein powders, or starches—tend to form false agglomerates during storage or transport. These are not true solid lumps but rather loosely held clumps that can reduce processing efficiency. The airflow vibrating screen can break up these pseudo-agglomerates automatically, thanks to its combined airflow and vibration design, without the need for additional grinding or reprocessing.
3. Improved Product Purity and Hygiene
Because the screen operates in a closed system, it minimizes dust generation and exposure to contaminants, which is critical in maintaining food-grade standards. The enclosed design also reduces product loss, promotes a cleaner production environment, and simplifies compliance with regulatory requirements.
4. High Throughput with Low Energy Consumption
Despite its advanced functionality, the airflow vibrating screen is known for its energy efficiency. The system can process large volumes of material with minimal power usage, making it ideal for continuous, large-scale food production lines.
Applications in the Food Sector
Airflow vibrating screens are widely used to process a variety of powdered food products, including:
- Flour and starch
- Protein and collagen powders
- Spices and seasonings
- Nutritional supplements
- Baking ingredients
- Dairy powders
These materials often require precise particle size control and impurity removal to ensure product quality and uniformity, making the airflow vibrating screen an indispensable part of modern food manufacturing systems.