In the highly regulated and quality-driven food industry, the demand for precise, hygienic, and efficient powder screening equipment continues to rise. The air flow vibrating screen has emerged as an essential solution for the screening of fine powders, offering advanced features tailored specifically to meet the needs of food processing applications.
Designed for High-Purity Powder Screening
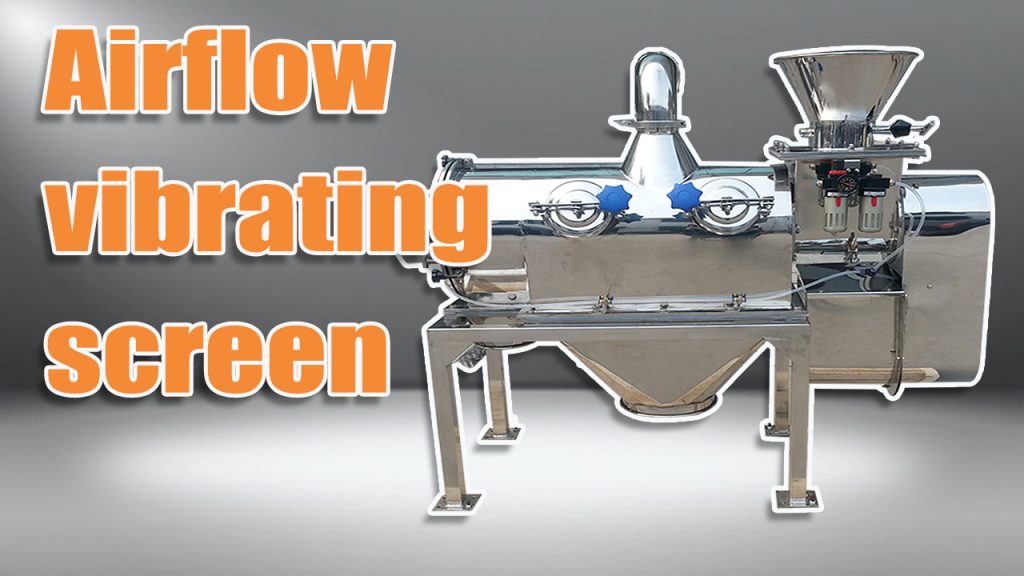
The air flow vibrating screen is particularly effective for the screening of fine powders used in the food industry, such as flour, starch, protein powder, seasoning additives, and more. By utilizing a combination of airflow and vibration, the system enables gentle yet thorough separation of materials, ensuring that only particles of the desired size pass through. This significantly enhances the purity of the final product, contributing to improved quality, consistency, and safety in food production.
Flexible Integration and Versatility
One of the key advantages of the air flow vibrating screen is its flexible installation and operation options. The equipment can function as a standalone unit or be integrated into multi-machine systems for larger-scale production lines. It is also capable of connecting with both positive and negative pressure air flow systems, allowing seamless integration into existing ventilation or dust collection setups. This versatility makes it an ideal choice for a wide range of production environments and plant configurations.
Continuous, Safe, and Reliable Operation
Engineered for endurance and reliability, the air flow vibrating screen is designed to support long periods of continuous operation without performance degradation. Built-in safety features and robust structural components ensure stable and secure functioning, even under demanding industrial conditions. This allows operators to maintain high productivity while minimizing downtime.
Gas Protection System for Extended Service Life
To further improve operational efficiency, the machine is equipped with an advanced gas protection system. This feature plays a crucial role in reducing internal wear and tear by preventing material buildup and moisture ingress. As a result, the maintenance frequency is significantly reduced, and the overall lifespan of the equipment is extended. This translates into lower operational costs and reduced need for intervention, making the machine a smart long-term investment.
Enhancing Material Quality and Production Value
The air flow vibrating screen not only streamlines the screening process but also contributes directly to product quality. By effectively removing impurities and ensuring uniform particle size distribution, it enhances the purity of screened materials, thus raising the overall standard of food products. This added value is critical in maintaining brand reputation, meeting regulatory requirements, and satisfying customer expectations.