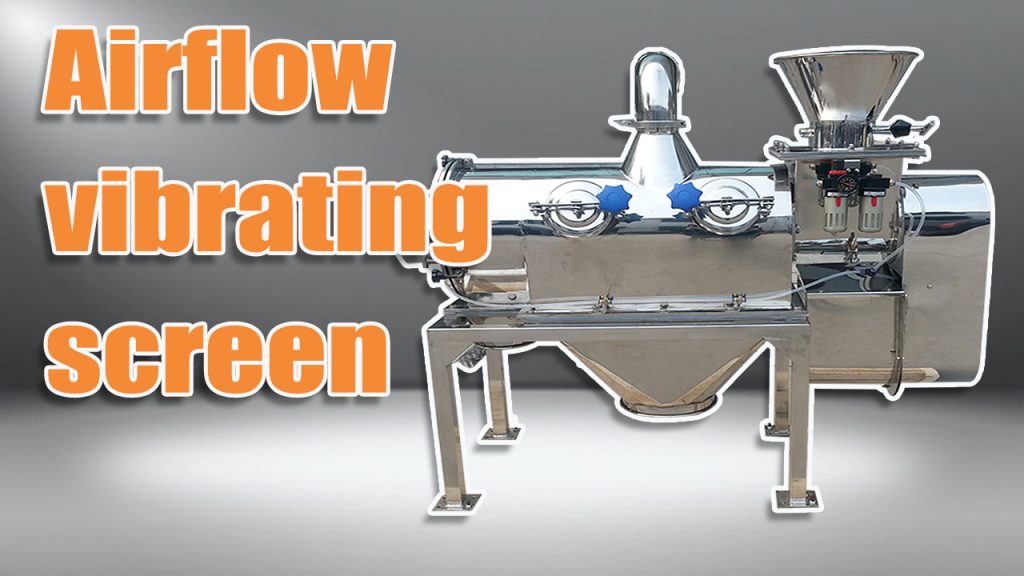
The airflow vibrating screen is an advanced screening equipment specifically designed for lightweight and fibrous materials, making it highly suitable for the screening of dicyandiamide powder. This innovative screening technology offers multiple advantages that improve efficiency, prolong equipment lifespan, and ensure high-quality screening performance.
1. Optimized Design for Lightweight and Fibrous Materials
One of the key advantages of the airflow vibrating screen is its unique design principle, which is tailored to handle ultra-lightweight and fibrous materials. Unlike traditional vibrating screens that rely solely on mechanical vibration, the airflow screen uses high-speed air streams to fluidize the material, allowing fine powders to pass through the screen with minimal resistance. This design prevents clogging and improves the overall screening efficiency, making it ideal for delicate and fine-grained powders like dicyandiamide.
2. Extended Service Life of the Screen Mesh
The durability of the screen mesh is a critical factor in the operational efficiency of an airflow vibrating screen. A common issue with traditional screening equipment is the frequent breakage of the screen mesh due to structural inconsistencies and improper alignment. In contrast, the airflow screen is engineered with high precision, ensuring excellent concentricity and advanced processing techniques for the screen cage. These factors significantly reduce wear and tear, prolonging the lifespan of the mesh and minimizing maintenance costs.
3. Easy Cleaning and Prevention of Cross-Contamination
The airflow vibrating screen is designed for easy cleaning and quick disassembly, making it particularly suitable for industries that require frequent material changes. This feature is essential in preventing cross-contamination, especially when screening multiple materials in small batches. The ability to thoroughly clean the equipment between different screening operations ensures high purity levels, which is crucial in industries such as pharmaceuticals, chemicals, and food processing.
4. High Pressure Resistance and Large Screening Capacity
Another significant advantage of the airflow vibrating screen is its ability to integrate seamlessly into a pressurized air system. The equipment can withstand an internal pressure of up to 0.1 MPa, making it suitable for positive pressure systems such as those used in flour processing and other industrial applications. This capability ensures a higher screening output compared to conventional vibrating screens, making it an excellent choice for large-scale production environments.